



3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
按接头形式分类;
按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等;
钢筋笼滚焊机各步骤具体操作如下:
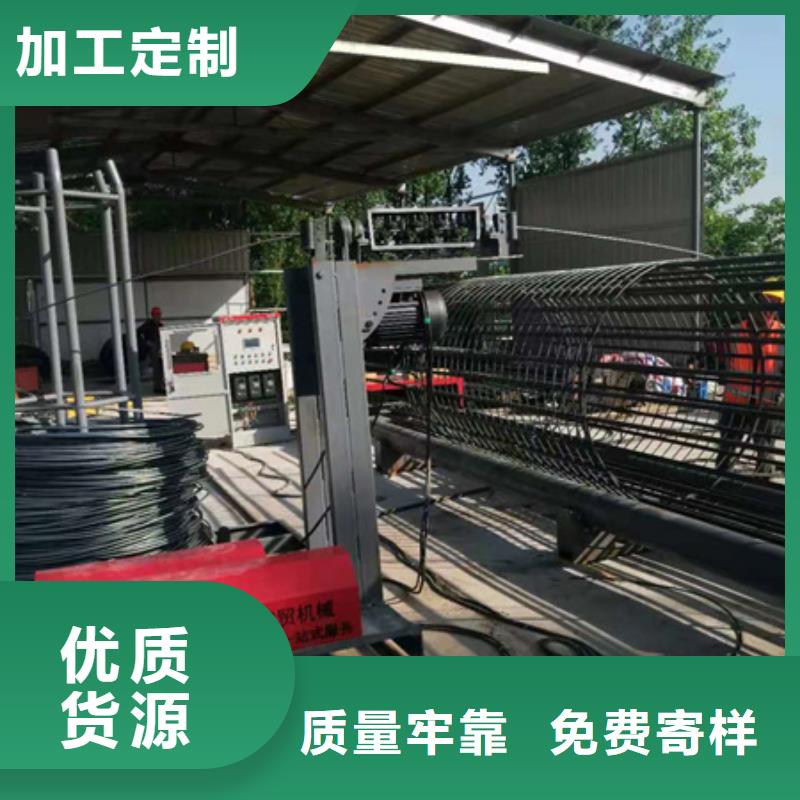
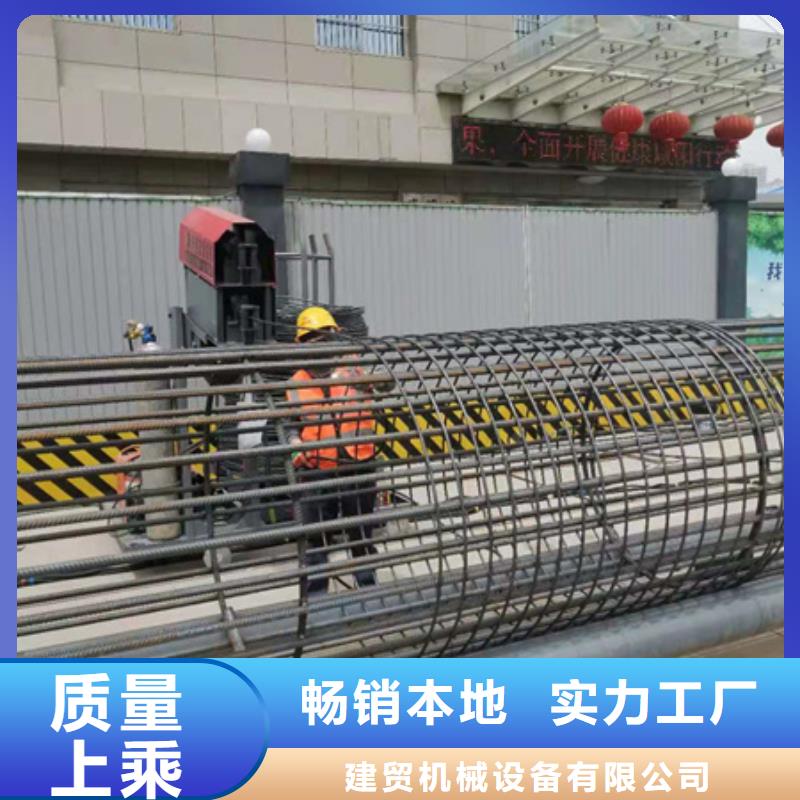
a)设备安装调试在设备安装时,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度;钢筋笼绕筋机
钢筋笼绕筋机钢筋笼滚焊机的分类
1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。

钢筋笼绕筋机产品半自动钢筋笼滚焊机按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等;
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1] 滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊;
6,组合式设计使搬运、安装、声场等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。
7,绕筋,主筋可双筋同时制作。
8,钢筋绕筋机自动上料采用智能化控制,可使大型钢筋笼作更加简单。
9,绕筋送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病

钢筋笼绕筋机 产品优势
● 大盘部分灵活的模圈及十字筋安装设计,可根据不同的桩基规格灵活更换,经济适用;
● 固定盘旋转、移动盘部分行走及旋转、由一台 PLC 和 3 台变频器来设定, 要求电机同步,保证了成品笼子的整体尺寸;
● 可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;
● 固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼;
● 轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且, 设备运行惯量大大降低;
 驻马店钢筋笼盘丝机品质放心
建贸机械设备有限公司
驻马店钢筋笼盘丝机品质放心
建贸机械设备有限公司
河南建贸机械设备有限公司?专业钢筋设备厂家??弯曲中心、弯箍机、钢筋弯箍机、钢筋笼滚焊机? ? ? ? 数控钢筋笼绕筋机的报价? 在桥梁施工中,钢筋笼的加工是基础建设的重要环节。在过去传统的施工中,钢筋笼采用手工轧制或手工焊接的方式,除了效率低下外,最主要的缺点是制作的钢筋笼质量差,设备尺寸不规范,影响到工程建设的工期与质量。?钢筋笼滚焊机是将钢筋矫直、弯曲成型、滚焊成型有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为施工单位创造良好的经济效益和社会效益,是今后钢筋笼加工的发展方向。? ? 本机与传统的钢筋笼成型方式相比,具有如下优势或特点:?1、设备自动化程度高,加工成型速度快。与普通人工成型方式相比,是传统人工制作的3~4倍。